
Инструментальные товары
Инструментальные товары (инструменты) — группа различных инструментов, применяемых в бытовых и производственных условиях.
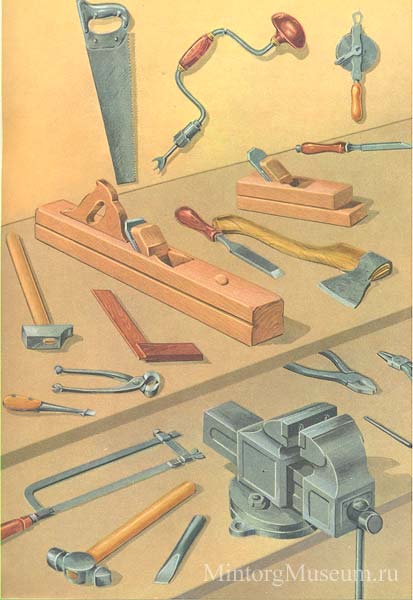
Инструментальные товары группируются по назначению: а) столярные и плотничьи, б) слесарно-монтажные, в) штукатурно-каменщицкие, г) кузнечные, д) сапожные, е) для часовщиков и других ремёсел; по рабочей функции: а) для рубки и раскалывания дерева — топоры, колуны, б) для строгания дерева — рубанки, шерхебели, цинубели, фальцгобели, зензубели, фуганки и др. и железки к ним, в) для долбления дерева — долота, стамески и др., г) для сверления и обработки отверстий — свёрла спиральные, пёрки, зенкеры, зенковки, развертки, бурава, коловороты, дрели и др., д) для нарезания резьбы — метчики, плашки, клуппы, винтовальные доски, е) для завертывания и отвертывания винтов, гаек и т. п. — отвёртки, ключи гаечные и др., ж) для резки — фрезы, пилы, ножовки, стеклорезы и т. д., з) для опиливания — напильники, рашпили, и) для рубки металла и пробивания отверстий — слесарные и кузнечные зубила, крейцмейсели, бородки, пробойники и др., к) для придерживания и закрепления обрабатываемых предметов и материалов — плоскогубцы, круглогубцы, острогубцы, пассатижи, клещи (столярные, сапожные и кузнечные), тиски, воротки, л) для нанесения ударов — разные молотки, кувалды, м) для разбрасывания и выравнивания строительных растворов — кельмы, отрезовки и т. д., н) для измерения и разметки — метры, рулетки, линейки масштабные, кронциркули, штанген-циркули, микрометры, глубиномеры, шаблоны, угольники, рейсмусы, кернеры, уровни.
К инструментальным товарам в известной степени относятся абразивные инструменты для заточки, заправки, отделки металлических изделий и инструментов: круги шлифовальные, бруски точильные, оселки, бумага наждачная.
Инструментальные товары поступают в продажу как в виде отдельных предметов, так и в виде наборов, например наборы слесарные, кузнечные, для электромонтёров, любительские (столярные и слесарно-монтажные и т. д.).
Комплектование инструментальных наборов: слесарный и слесарно-монтажный набор в комплекте имеет молоток, зубило, крейцмейсель, кернер, бородок, ножовку (станок с ножовочным полотном), набор напильников, различных по насечке и форме (не менее 5 штук), набор свёрл диаметром до 10 мм, набор метчиков до размера М12 х 1,75, дрель ручную или коловорот, ключ разводной, отвёртку, плоскогубцы, тиски, наяльник, штангенциркуль точностью до 0,1 мм, линейку измерительную 0,5 м, угольник 90°; кузнечный набор включает кувалду весом 2 кг, ручник (молоток весом 0,8 кг), клещи для захвата заготовки, шперак (малогабаритную двурогую наковальню), гвоздильню, зубило кузнечное, кронциркуль кузнечный; набор для электромонтеров состоит из универсальных плоскогубцев (комбинированных с пассатижами и острогубцами), электропаяльника, двух отвёрток (малого и большого размера), изоляционной ленты; столярный набор (для любителей) включает рубанок, лучковую пилу со станком, долото, стамеску прямую, стамеску полукруглую, дрель ручную или коловорот с набором свёрл, струбцину для зажима брусков, молоток весом 0,4 кг, клещи, метр складной. Возможны и другие варианты комплектования наборов.
Наборы размещаются в специальной упаковке (в деревянных ящиках с отделениями или в брезентовых сумках).
Для производства инструментов используются конструкционные, инструментальные углеродистые и легириванные стали. Для изготовления режущих инструментов, в зависимости от их вида и назначения, применяются различные инструментальные стали.
Для неответственных, сложных форм и крупногабаритных инструментов (молотков, колунов, гаечных ключей) применяются также ковкий и модифицированные чугуны, для рубаночных колодок и других деталей — алюминиевые сплавы. Рабочие поверхности режущих инструментов должны быть твёрдыми, материал их вязким, но не хрупким. Вязкость материала инструмента при достаточной его твёрдости придает рабочей части инструмента прочность и хорошую сопротивляемость ударам, изгибу, сжатию, разрыву и т. д. От износоустойчивости стали зависит продолжительность работы отточенного инструмента до затупления. Для рукояток и других неметаллических частей инструментов применяют древесину твёрдых и прочных пород: бука, граба, клёна, рябины, кизила и др., а также пластмассы и прессованную бумагу. В режущем инструменте рабочей частью является головка или пластинка, а тело его представляет собой державку или корпус инструмента, рабочая часть изготовляется из материала, обладающего высокой режущей способностью, державка или корпус — из конструкционных сортовых сталей, соединёние различных материалов производится сваркой встык или напайкой пластинок, а также наплавкой твёрдого металла режущей части инструмента на державку. Придание инструментам необходимой формы производится различными способами: обработкой резанием (метчики, плашки, свёрла, развёртки, зенкеры и т. д.), горячей и холодной штамповкой с последующей обработкой резанием (молотки, зубила, крейцмейсели, долота, стамески, железки строгальные, пилы лучковые, ножовки и т. д.), отливкой, при которой используются отходы качественных сталей и сокращаются трудоёмкие операции механической обработки, особенно при изготовлении инструментов сложных форм и крупногабаритных (фрезы сложной формы, молотки, колуны и т. д.). Сварка встык применяется при изготовлении свёрл крупных диаметров. Напайка и наплавка режущей части применяются при изготовлении железок для рубанков и его разновидностей, стамесок, долот, буравов и др. Для сообщения инструменту товарного вида и повышения стойкости против коррозии инструментальный товар подвергают полировке, лакировке, оксидированию, а некоторые виды любительского инструмента (отвёртки, коловороты и т. д.) выпускаются также никелированными. Нерабочие поверхности, как правило, подвергаются лакировке, рабочие — полировке.
Основные требования к качеству инструментальных товаров в СССР: правильные формы и размеры; достаточная износоустойчивость и прочность; удобная для пользования и отвечающая всем требованиям соответствующих ГОСТ и ТУ конструкция; соответствующие назначению инструмента свойства стали и термическая обработка; отсутствие заусенцев, искривлений, трещин, вмятин, выхватов, плен (плена - дефект поверхности проката в виде отслоения преимущественно в форме языка, образовавшиеся вследствие раскатки окислившихся брызг, заливин, рванин, следов глубокой зачистки и других причин), раковин, выкрошенных участков лезвия; чистая шлифовка и полировка рабочей части; отсутствие дефектов лакировки или химической обработки остальных частей инструмента; надлежащая острота режущей кромки лезвия, за исключением инструментов, выпускаемых без заточки (стамески, долота, некоторые пилы по дереву и др.); надежная и геометрически правильная взаимная пригонка отдельных частей; совпадение оси инструмента и рукоятки; неподвижная посадка инструмента в ручке; плавный ход вращающихся частей; эллиптическое сечение ручек для ударных инструментов (молотки, топоры, кувалды); ручки отвёрток должны иметь фаски или грани, круглые гайки (барашки) для закрепления инструмента в нужном положении должны иметь накатку; градуировка измерительных инструментов должна быть матовой, чёткой, износоустойчивой.
Приёмка инструментального товара производилась в соответствии с ГОСТ и ТУ на каждый вид инструмента.
Основные способы приёмки: внешний осмотр — невооруженным глазом; проверка размеров — универсальными измерительными инструментами (линейкой, штангенциркулем, микрометром и т. д.); углы заточки и правильность профиля — соответствующими шаблонами; проверка твёрдости — прибором Роквелла (прибор для определения твердости закалённой стали) или тарированными (точно установленной твёрдости) напильниками. Прочность и износоустойчивость инструментальных товаров проверялись испытанием в работе, прочность соединения отдельных частей инструмента проверялась в лабораторных условиях особыми приборами.
Маркировка: на каждом инструменте вдавлением соответствующего клейма или травлением наносится марка завода-изготовителя, у большинства инструментов, кроме того, указывались размеры, а на свёрлах, развертках, метчиках, плашках указывалась также и марка стали. На инструментах 2-го сорта указывалась, кроме того, и сортность. В литых инструментах марка завода и размеры получались отливкой.
Упаковка, хранение и транспортирование — по соответствующим ГОСТ или ТУ. Перед упаковкой все металлические неокрашенные части инструментов смазывались антикоррозийными составами, инструменты завёртывались индивидуально или пачками в промасленную или плотную бумагу (в зависимости от вида инструмента); на пачках наклеиваются ярлыки с указанием наименования изделия, его размера, количества инструментов в пачке (для мелких инструментов) и сорта. Завёрнутые инструменты упаковывались в деревянные ящики, каждый весом не более 50 кг брутто. В ящик вкладывался ярлык за подписью контролёра и упаковщика с указанием наименования товара, названия завода-изготовителя, количества упакованных инструментов и их сорта. Упаковка инструментального товара разного размера и вида в один и тот же ящик не допускалась.
Хранить инструментальные товары следовало в сухих закрытых помещениях без резких колебаний температуры.
Транспортирование инструментальных товаров при иногородних перевозках на открытых машинах и платформах не допускалась. При пользовании инструментом следовало: хранить инструмент в сухом помещении без резких колебаний температуры; использовать каждый инструмент только по его прямому назначению; не пользоваться инструментом пезаточенным или с лезвием, имеющим заусенцы, что ведёт к быстрому его износу и поломке; следить за состоянием режущих частей и рукояток; своевременно исправлять обушки (удалять заусенцы) у зубил, крейцмейселей, долот и других инструментов. Заточка инструмента производилась абразивными инструментами на универсальных станках, снабжённых приспособлениями, облегчающими установку затачиваемого инструмента, или на специальных станках, предназначенных для заточки только одного вида инструмента: свёрл, фрез, резцов и т. д., а также вручную. После заточки режущую часть инструмента необходимо заправить оселком вручную или на специальных доводочных станках.
Основные поставщики инструментальных товаров в СССР — заводы Главстанкоинструмента и предприятия местной промышленности. Оптовая торговля инструментальными товарами в системе Министерства торговли СССР осуществлялась Главхозторгом, в системе Центросоюза — Главкоопметизторгом. Оптовые базы закупали инструментальные товары у промышленности и доводили их до розничной торговой сети через базы областных и краевых управлений торговли и через базы обл(край)потребсоюзов. Базы оказывали помощь розничной торговой сети в организации торговли, одновременно выявляя через неё спрос населения на инструментальные товары.
Продажа инструметальных товаров населению производилась через специализированные магазины по продаже инструментальных товаров, которые имелись в большинстве областных, краевых и республиканских центров, через магазины по продаже хозяйственных товаров — в городах; через хозмаги, раймаги и сельмаги — в сельской местности. Кроме того, продажа инструментальных товаров производилась через систему посылочной торговли. В магазинах инструментальные товары раскладываются на витринах, на полках, в застеклённых ящиках на прилавках, а также укреплялись на щитах-витринах, позволяющих покупателю хорошо видеть и выбирать нужный инструмент. Для ознакомления с ассортиментом инструментальных товаров издавались специальные каталоги.
Лит.: Четвериков С. С., Производство инструментов, М., 1953; Лебедев В. С., Инструменты и станки фанерного производства, М., 1953; Резников А. И., Монтажный инструмент, М., 1952; Каменщиков Г. Г., Кузнечное дело, М., 1948.
Инструменты народного потребления (каталог)

Обсуждение статьи, дополнения и вопросы на форуме