
Пуговицы

Пуговицы к началу 20-х годов ХХ века вырабатывались из различного материала, как-то: из кокоса, пальмы, рога, кости, стекла, перламутра (из морской раковины), жести (штампованные назывались «брючными»), жести и цинка, обтянутых полотном (так называемые «полотняные»), и из бумажной или шёлковой пряжи, которой обтягиваются материя, деревяшка, горошинка и прочие, называемые «басонными». Большею частью пуговицы получали название по материалу, из которого изготовлялись (кокосовые, пальмовые и т. д.).
Некоторые сорта вырабатывались только фабричным способом (перламутровые, жестяные—штампованные, полотняные), другие — только кустарным (басонные, роговые, стеклянные), а некоторые и тем, и другим способом (кокосовые, пальмовые и костяные).
До Первой Мировой войны имелись следующие фабрики пальмовых и кокосовых пуговиц в Москве:
1) Бен-Ронталера;
2) Московская кружевная;
3) Егора Аронсон.
За войну были открыты еще две фабрики: Блюменталь в г. Павлове-Посаде, Московской губернии, и Артель пуговичников в г. Рузе, Московской губернии.
Полотняные пуговицы изготовлялись на двух московских фабриках:
1) Покровского и 2) Рихард Симон и на варшавской (Абрагам), эвакуированной во время войны в Москву.
Жестяные штампованные (брючные) пуговицы изготовлялись на фабрике Ира Гала и др. К середине 20-х годов из указанных фабрик работали только бывшая Ронталера, теперь «Москшвей», бывшая Блюменталь, в Павлове-Посаде, Московской губернии, Артель пуговичников в г. Рузе, Даниловская государственная пуговичная фабрика Моссовета и фабрика Абрагам и Натансон, причём последние три вырабатывают полотняные пуговицы.
Жестяные штампованные пуговицы вырабатывались 1-й и 2-м Государственными фабриками массового производства, арендованными товариществом «Русский автомат», и на фабрике Русско-американского товарищества «Сайнтифик».
Кустарное производство и до Мировой войны, и после установления Советской власти было развито в Московской губернии (вырабатывались роговые, стеклянные и басонные пуговицы), и в Рязанской губернии (роговые пуговицы).
Большая часть сырья для изготовления пуговиц — местного происхождения (кость, рог и проч.). Пальма «Самшит» привозилась из Персии и с Кавказа, а кокос — из Германии и других стран. За войну подвоз кокоса и пальмы был прекращён, и некоторые фабрики стали вырабатывать пуговицы, вместо пальмы и кокоса, из бука и груши, по пуговицы из этого материала были непрочны и не поддавались надлежащей отделке.
Выработка пуговиц фабричным способом в первые годы существования Советской России не была значительной, покрывая не более половины спроса, другая же часть спроса удовлетворялась заграницей. Ввозились пуговицы кокосовые и пальмовые — из Германии, Австрии, Италии и Польши, полотняные — из Германии и Австрии, и перламутровые, никогда не вырабатывавшиеся и не вырабатывающиеся ещё и в 20-е годы в России — из Польши, Австрии, Франции и, последнее время, из Японии.
По качеству, заграничная пуговица стояла значительно выше русской. Но и заграничные товары были неодинаковы; так, например, из перламутровых пуговиц лучшими считались французские, затем шли английские, польские и, наконец, японские.
Пуговицы вырабатывались различных размеров и подразделялись на сорта. Сорт определялся как качеством материала, так и отделкой. К первому сорту относились пуговицы из вполне доброкачественного материала и без всяких недостатков в форме, полировке и отделке (окраске); ко второму сорту — с незначительными недостатками и из менее хорошего материала, и, наконец, к третьему сорту — имеющие определенные дефекты, неровности, щербинки и прочие.
Полотняные пуговицы подразделялись на: 1-й сорт — из цинка, обтянутого плотным миткалем или полотном, и 2-й сорт — из жести, обтянутой редким миткалем. Полотняные пуговицы 2-го сорта были непрочны и нехороши, так как после стирки ржавели, окрашивая ржавчиной полотно и материю, к которой пришиты.
Размер пуговиц определялся линиями или номерами. Наименьший размер начинается с 14 линии. Следующие размеры шли через линию, определяясь чётными числами: 16, 18, 20 и т. д., до 52 включительно.
Заграничное обозначение не всегда совпадало с нашим. Например, перламутровые пуговицы у нас определялись линиями от 16 до 36, а во Франции и Австрии (и других странах) их обозначали №№ 8, 3¼, 3½, 3¾, 4 и т. д. до 6.
Пуговицы мелких размеров (14, 16, 18 и 20 линий) шли для верхнего и нижнего белья. Сюда относились пуговицы — пальмовые, костяные, кокосовые, перламутровые и полотняные. Пуговицы средних размеров использовались для костюмов (для жилета — 22 и 24, для пиджака — 32 и 34), и больших размеров (46, 48, 50 и 52) — для пальто. Пуговицы других размеров, как, например, 26, 28, 30, 36 имели различное назначение.
Басонные пуговицы употреблялись почти исключительно для отделки дамских костюмов. Размеры их определяются не линиями, а номерами: 00, 0, 1 и 2.
Номерами же определялся и размер роговых пуговиц: 7, 9 и 11 номера — для пиджаков, а 12, 14 и 16 — для пальто.
Костяные, кроме белья, шли на летние, белые костюмы. Они были непрочны, и при прокатке и глажении белья быстро ломались.
Для брюк употреблялись штампованные пуговицы стальные и железные, кокосовые и пальмовые, размером 22 и 24 линий.
Пальмовые пуговицы, вследствие невысоких цен, имели большой спрос со стороны сельского и заводского населения, но как более прочные нужно все же отметить кокосовые пуговицы.
Упаковывались пуговицы следующим образом: они нашивались в количестве от ½ до 3 дюжин одного размера на карты, которые укладывались в коробки (от ½ гросса, 6 дюжин, до 2 гросс каждая). Цены обыкновенно назначались за гросс.
Самыми дорогими пуговицами являлись перламутровые и кокосовые. Далее, понижаясь в цене, шли: басонные, полотняные, костяные, роговые и стеклянные. Разница в ценах по сортам приблизительно определялась так: второй сорт расценивается на 25%, а третий — на 40% ниже первого.
Пуговицы
Выше приведённая ситуация с пуговицами продолжалась до 30-х годов прошлого века в СССР, когда широкое распространение получили пластмассовые пуговицы.
Соответственно изменилась и номенклатура данного товара. Итак, продолжим и остановимся на времени после Великой Отечественной войны (Второй Мировой войны), и до распада СССР, т.к. значительных изменений, кроме применения иных пластиков, не произошло. Также произошло изменение применяемого металла. Рассмотрим на примерепятидесятых-шестидесятых годов.
Пуговицы классифицируются по назначению, материалам, форме, конструкции и размерам.
Пуговицы по назначению разделяются на группы: одёжная, бельевая и отделочная; внутри групп на пуговицы для женского, мужского и детского пальто, полупальто и т. д.
Пуговицы по материалам разделяются на деревянные, костяные, металлические, перламутровые (ракушечные), пластмассовые, полотняные, роговые, из рого-копытного порошка и стеклянНые.
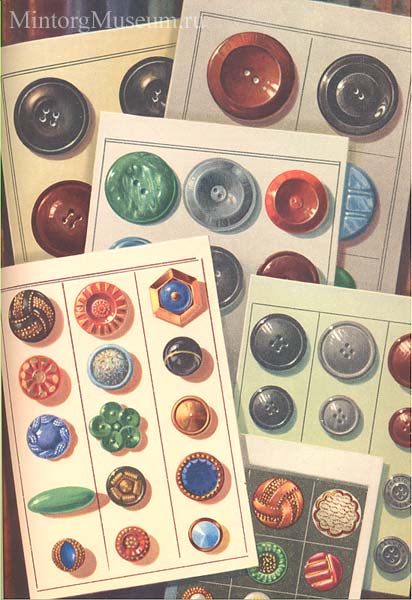
Пуговицы по форме разделяются на обыкновенные и фасонные.
К пуговицам обыкновенной формы относятся одёжные и бельевые — круглые с ободком, бортиком или без них, гладкие без сложных рельефов и рисунков.
К фасонным относятся пуговицы различных форм со сложными рельефами, рисунками и многоцветные.
По конструкции различают пуговицы с глазками (сквозными отверстиями) и на ушке.
Пуговицы деревянные вырабатывались двух видов: для обтяжки тканью — некрашеные (басонные) и для пришивки — окрашенные. Изготовлялись из древесины твёрдых пород.
Для увеличения твёрдости, уменьшения водоёмкости и улучшения способности к полировке и отделке полуфабрикат подвергался пропитке технической серой и другими реагентами и окрашивался нитрокрасителями. Порерхность крашеной пуговицы (лицевая тыльная стороны) после окраски должна была иметь ровный тон и блеск, не пачкать одежды. Поверхность обтяжных пуговиц оставалась в натуральном цвете, но шлифовалась.
К 1-му сорту относились не имеющие пороков, предусмотренных общими требованиями к качеству. Для пуговиц 2-го сорта допускались с тыльной стороны небольшие царапины, пятна, пузыри и небольшой наплыв.
Пуговицы деревянные гигроскопичны, имеют низкую теплостойкость и непрочность поверхности окраски. Ввиду этого как массовая продукция большого распространения не получили.
Пуговицы костяные изготовлялись преимущественно бельевые. Вырабатывались в основном круглой формы. Изготовлялись на специальных станках из поделочной кости (трубчатая кость, цевка, трубка голяшки и т. д.) крупного рогатого скота, лошадей, верблюдов. Фасонирование пуговиц, т. е. выточка ободка, придание соответствующего фасона и вырезка, производились профилированным резцом соответствующего фасона. Для получения чистого белого цвета пуговицы после отшлифовки подвергались отбелке каустической содой или пергидролем. Отбелка пуговиц должна была быть однотонной, без пятен, с ровным блеском. Полировались тальком или костяной мукой.
Пуговицы костяные теплостойки, что позволяет кипятить белье, не отпарывая пуговиц. При сортировке пуговицы подбирались по цвету и отбелке.
К 1-му сорту относились пуговицы, не имевшие пороков, предусмотренных общими требованиями к качеству. Для пуговиц 2-го сорта допускались следующие отступления (не более двух на одной штуке): незначительная рифлённость у ободка (следы резца); малозаметные волосовины и мелкие царапины с лицевой стороны; незначительная шероховатость тыльной стороны; отклонение в расположении глазков не более 0,2 мм; незначительная слоистость на тыльной стороне, не влияющая на прочность.
Пуговицы металлические выпускались одним сортом двух видов: брючные и ведомственные.
Пуговицы металлические брючные изготовлялись из стальной низкоуглеродистой ленты холодной прокатки и стали листовой декапированной. Состояли из двух вырубленных штампом частей: верха и поддона, соединённых закаткой края верха с поддоном; верх имел углубление, а поддон — выпуклость. Для пришивки пуговицы нитками имелись четыре круглых отверстия. Пуговицы галтовались, подвергались обжигу, охлаждению и последовательной двукратной лакировке. Верх пуговицы, огибающий поддонный край, должен был быть прочно прикреплён к поддону и иметь хороший, без сборок, обжим. Смещение верха вокруг поддона не допускалось. Отверстия пришивки у верха и поддона должны были точно совпадать. Лаковое покрытие должно было быть прочным, блестящим, ровным и не отслаиваться. Оксидированные пуговицы должны были иметь равномерный синий или жёлтый оттенок и покрытие бесцветным лаком. Наружная поверхность пуговицы должна была быть гладкой; на ней мог быть выштампован товарный знак завода-изготовителя.
Пуговицы металлические ведомственные выпускались латунные, никелированные и крашеные. Изготовлялись из латунной ленты или ленты холодной прокатки. Ушко пуговиц металлических делалось из проволоки-катанки. Сборка чашечки и поддона производилась на специальных автоматах. Чашечка никелированной пуговицы никелировалась после штамповки. Пуговицы крашеные получали окраску после сборки.
Пуговицы перламутровые изготовлялись преимущественно бельевые, с ободком и двумя или четырьмя глазками либо ушковые различных фасонов: являлись отделочными. Для их изготовления чаще всего применялась ракушка перловица. Она имеет утолщённые стенки с перламутровым слоем. Ракушки вымачивались в бочках или чанах, после чего из них на трубочных горизонтальных станках вырезались рондели (кружки). Природные недостатки ракушки (неодинаковая толщина стенок и др.) устранялись на специальных обдирочных шлифовальных машинах, после чего рондели поступали на заточку фасона лицевой стороны, сверление глазков, шлифовку. Для просверливания отверстий в ушковых пуговиц применялись специальные станки. Для придания пуговицам блеска, с хорошей «игрой» цвета, их подвергали отбелке — варке в котле с примесью соляной кислоты.
Пуговицы перламутровые имеют красивый радужный блеск, светостойки и термостойки, ввиду чего при кипячении и стирке белья и одежды их можно не спарывать. Пуговицы размером от 10 до 13 мм могли изготовляться с двумя отверстиями, а от 14 мм и выше — с четырьмя отверстиями. Выпускались 1-го, 2-го и 3-го сортов. К 1-му сорту относились пуговицы, не имеющие пороков, предусмотренных общими требованиями к качеству. Для пуговиц 2-го сорта допускались следующие дефекты (не более двух на одной штуке): незначительная неровность лицевой стороны; незначительные отклонения отверстий от правильного квадрата размером до 0,5 мм; разница в толщине края до 0,2 мм для всех размеров; частично стёртый контур внутреннего края вырезки; на тыльной стороне у отверстий для пришивки мелкие сколы размером до 0,5 мм, не влияющие на прочность пуговицы; эллиптическая форма пуговицы с разницей до 0,3 мм между эллипсами. Для 3-го сорта допускались четыре дефекта из перечисленных для 2-го сорта.
Пуговицы пластмассовые вырабатываются всех видов — одёжные, бельевые, отделочные, самых разнообразных расцветок и фасонов. Изготовлялись из аминопласта, галалита, полистирола, сополимера, органического стекла, отходов органического стекла, фенопластов, эмульсионного порошка и др. в основном методами горячего прессования, литья под давлением и штамповки. Наиболее производительным и экономичным являлся способ изготовления пуговиц из термопластических пластмасс путём литья под давлением. Вследствие невысокой теплостойкости некоторых видов пластмасс при стирке и глажении одежды или белья с пуговицами из пластмасс их необходимо отпарывать.
Пластмассовые пуговицы выпускались 1-го и 2-го сортов. К 1-му сорту относились пуговицы, не имеющие пороков, предусмотренных общими требованиями к качеству. Ко 2-му сорту относились пуговицы, имеющие не более двух дефектов из следующих (на одной пуговице): незначительная матовость лицевой поверхности, волосяные царапины на лицевой стороне или инородные малозаметные включения в виде точек; наличие бугорков, пятен, царапин на лицевой или тыльной стороне размером 0,3 мм, не более двух на изделии, малозаметные сколы на тыльной стороне, незначительная несимметричность расположения сквозных отверстий, незначительная неравномерность по толщине края пуговицы; малозаметная тусклость для разрисованных пуговиц и неясность отдельных мелких деталей рисунка.
Пуговицы из аминопласта изготовляются главным образом отделочные для женской одежды и бельевые. Они обладают большой твёрдостью, блеском, светостойкостью, термостойкостью и могут быть изготовлены в любых, преимущественно ярких, расцветках. Пуговицы из аминопласта изготовлялись горячим прессованием на ручных и гидравлических прессах. Повышенная твёрдость материала затрудняла изготовление пуговиц сложных фасонов и последующую их обработку после прессования.
Пуговицы из галалита изготовлялись одёжные, отделочные и бельевые. Выпускались окрашенными во всевозможные цвета. Одноцветная расцветка получалась полнотонной, сочной, густой; многоцветная могла имитировать самоцветы, мрамор, янтарь, расцветку натуральных кокосовых пуговиц и др. Окраска галалита хлорокисью висмута или фосфорнокислого свинца придавала пуговицам сходство с перламутровыми. Галалит очень твёрд и прочен. Пуговицы из галалита гигроскопичны, благодаря чему при хранении в сыром помещении они коробятся и плесневеют. На открытом воздухе пуговицы из галалита тускнеют.
Пуговицы из полиметилметакрилата (органическое стекло) вырабатывались всех видов: одёжные, отделочные и бельевые. Пуговицы из прозрачного блочного и листового оргстекла могли быть окрашенными в любые прозрачные цвета, в т. ч. имитирующие янтарь, самоцветы и др. Из замутнённого оргстекла изготовлялись пуговицы непрозрачные разных расцветок и двухцветные. Пуговицы из оргстекла окрашивались также путем подкраски тыльной стороны нитролаком, раскрашиваются вручную путём нанесения кистью рисунка на лицевой поверхности или расцвечиванием тыльной стороны. Раскрашивались под жемчуг окунанием в раствор жемчужного пата или пульверизацией. Пуговицы из блочного и листового бесцветно-прозрачного оргстекла со сплошной непрозрачной окраской изготовлялись только чёрного цвета.
Пуговицы из отходов оргстекла вырабатывались одёжные и отделочные, со сплошной окраской преимущественно черной и коричневой расцветки, а также бесцветные с ручной раскраской и подкраской лицевой или тыльной стороны, с отверстиями для пришивки или ушковые разных фасовов. Материалом для пуговиц служили стружки и другие виды отходов оргстекла. Пуговицы из отходов оргстекла прочны, теплостойки. При стирке и глажении одежды их можно не отпарывать. Измельчённые в кулачковой и шаровой мельницах в порошок отходы оргстекла просеивались и затем окрашивались в шаровой мельнице жировыми красителями и таблетировались. Фасонирование пуговиц производилось способом горячего прессования, после чего проиводилось снятие облоя, неровностей по окружности и шлифовка.
Пуговицы из полистирола обладают высокой химической стойкостью, прочностью, водостойкостью; могут быть прозрачными и окрашенными в разные однотонные и мраморные бета, принимают сочную окраску и имеют зеркальный блеск. Изготовлялись способом литья под давлением.
Пуговицы из сополимера вырабатывались обыкновенные для одежды, а также отделочные. Пуговицы из сополимера блестящи, водостойки и окрашивались в сочные и нежные цвета; часть из них имитировалась иод перламутр, янтарь, рубин и другие самоцветы. Внешний вид их сходен с пуговицами из полистирола, однако при ударе о твёрдую поверхность они не издают металлического звука. Пуговицы из сополимера, как правило, изготовлялись методом литья под давлением.
Пуговицы из фенопластов применялись в основном для пальто и костюмов. Изготовлялись преимущественно из карболита. Проиводились почти исключительно чёрного, реже коричневого цвета. Поверхность пуговиц, В т. ч. лицевой стороны, недостаточно гладкая. Обладали светостойкостью, теплостойкостью, от нагрева не портились и не деформировались, Однако под влиянием влаги разбухали, поверхность переставала быть глянцевой и покрывалась мелкими бугорками, вследствие чего из карболита изготовлялись пуговицы дешёвые несложных фасонов и рельефов. Пуговицы из карболита изготовлялись горячим прессованием.
Из других фенопластов для изготовления пуговиц использовался резит и неолейкорит, которые рличаются повышенной прочностью, твёрдостью, огнестойкостью, низкой гигроскопичностью, но недостаточно светостойки. Под действием света резит желтеет. Из резита изготовлялись как прозрачные, в т. ч. под янтарь и рубин, так и непрозрачные тёмных расцветок (чёрный, коричневый, бордо). Пуговицы из неолейкорита изготовлялись непрозрачными, преимущественно под слоновую кость. Резит и неолейкорит хорошо поддаются всем видам механической обработки.
Пуговицы из эмульсионного порошка вырабатывались сложных фасонов; они водостойки, светостойки, цветостойки, обладали высокой технической прочностью, окрашивались в любые цвета (в т. ч. под мрамор, перламутр, самоцветы и т. д.).
Пуговицы полотняные применялись как бельевые, стояли из корпуса, верхней металлической «чашечки», поддона и металлического колечка. Изготовлялись при помощи штампа. По диаметру верхней части пуговицы выдавлены отверстия (глазки), в которые вставлены металлические пистоны. Для корпуса, глазков и поддона использовался листовой цинк или алюминий, для покрытия — бязь отбельная, медаполам или полотно. Пуговицы полотняные были легки, цветм и материалом сочетались с цветом материалом белья. При стирке их можно было отпарывать. При механической стирке и утюжке они не ломались. Однако полотняное крытие постепенно истиралось.
Общая сборка металлических и текстильных деталей пуговицы производилась на эксцентриковом прессе или пресс-качалке. Окружность пуговицы должна была быть правильной, окантовка отверстий для пришивки (глазков) — рельефной, ткань — натянута без морщин и плотно прилегать на лицевой и тыльной сторонах к основанию и глазкам, завальцовка ткани — ровной по всей окружности. Поверхность пуговицы должна быть чистой.
К 1-му сорту относились пуговицы, не имеющие пороков, предусмотренных общими требованиями к качеству. Ко 2-му сорту относились пуговицы, имеющие следующие дефекты: неровность по окружности до 0,5 мм, малозаметную морщинистость ткани по окружности, нерельефную окантовку глазков. В практике полотняные пуговицы уже в конце пятидесятых начали выходить из употребления и заменяться более прочными и гигиеничными пуговицами из аминопласта, однако многие хозяйки использовали их долгие-долгие годы.
Пуговицы роговые изготовлялись из рогов и копыт домашних животных, преимущественно из бараньего рога. После кипячения и нагревания рога и копыта под давлением получали форму пластин, из которых высекались заготовки, а затем тонкие кружки. Кружки окрашивались в чёрный цвет или изготовлялись прозрачными, в натуральном или в мраморном цвете - под черепаху.
Пуговицы из рого-копытного сырья изготовлялись как способом прессования, так и путём механической обработки - заточкой. Пуговицы при хранении на солнце или в сыром помещении деформировались и коробились.
Пуговицы, изготовленные из копытного сырья, имели тусклый цвет. Прозрачные натурального цвета имели значительную разнотонность.
К 1-му сорту относились пуговицы, не имеющие пороков, предусмотренных общими требованиями к качеству. Для 2-го сорта допускалось не более двух из следующих дефектов: незначительная матовость лицевой части и неровность окраски, малозаметные волосины и рифлёность, отклонения в расположении глазков не более ±0,5 мм.
Пуговицы из рого-копытпого порошка (смесь из равного количества рого-копытной муки и водного раствора мочевино-формальдегид ной смолы) обладали твёрдостью, теплостойкостью, способностью окрашиваться в разные цвета. Производились путём прессования. Прессование придавало пуговицам блестящую поверхность, не требующую дальнейшей шлифовки. Полировка производилась в вибрационных барабанах. К 1-му сорту относились пуговицы, не имеющие пороков, предусмотренных общими требованиями к качеству. Для пуговиц 2-го сорта допускались следующие отступления, не более двух на изделие: малозаметные поры и инородные включения, матовость, вздутия диаметром до 0,2 мм каждое, на тыльной стороне не более двух; неровность по толщине, не превышающая 0,3 мм; недостаточно чёткий рельеф; отклонение по квадрату глазков до 0,5 мм.
Пуговицы стеклянные изготовлялись обыкновенные и фасонные. Материалом для изготовления стеклянных пуговиц являлось цветное, матовое и прозрачное стекло. Изготовлялись сплошными и выдувными, в зависимости от цвета стекла, прозрачными, матовыми (глушёными), бесцветными и окрашенными в разные цвета и оттенки. В готовом виде могли быть окрашены под жемчуг, перламутр, а также ручной раскраской лицевой стороны и подкраской тыльной. Особенно красивы пуговицы с позолотой. Стеклянные пуговицы негигроскопичны, светостойки. Поверхностная керамическая окраска прочна. Изготовлялись путём прессования. Для получения зеркального блеска полировались на фетровом круге.
В некоторых фасонах стеклянных пуговиц производилось золочение, для чего по рисунку накладывалось кистью жидкое золото. После просушки пуговицы подвергались нагреванию в электромуфельных печах, чем завершалось закрепление позолоты и процесс изготовления. Раскраска производилась силикатными красителями или препаратами жидкого золота и серебра. Краска должна была быть нанесена равномерным слоем без пропусков, просветов, затёков; расцветка — яркой; рисунок — чётким; плёнка золота — яркой, блестящей и прочной на истирание. Краски наносились равномерным слоем без пропусков, просветов и затёков. Лицевая и боковая поверхности полировались до блеска.
К 1-му сорту относились стеклянные пуговицы, не имеющие пороков, предусмотренных общими требованиями к качеству; ко 2-му сорту относились пуговицы, имеющие следующие дефекты, не более двух на одной пуговице: слабо выраженную полосность стекла на пуговицах; свиль и шлир размером 1—2 мм на тыльной стороне пуговицы; две мошки (для прозрачного стекла размером до 0,5 мм, а для глушёного стекла — до 1 мм); едва заметные потёки на краях пуговицы.
Сорта пуговиц и требования к ним.
Все виды пуговиц, за исключением перламутровых, выпускались 1-го и 2-го сортов, перламутровые — трёх сортов. Сортность пуговиц определялась качеством их лицевой поверхности, ободка, глазков отверстия, краёв, тыльной стороны и окраски.
Пуговицы 1-го сорта всех вйдов материалов должны были удовлетворять следующим требованиям.
Лицевая поверхность — гладкая, с ровным блеском, за исключением тех случаев, когда полная или частичная матовость обусловлена фасоном, рисунком. Рельефы — чёткие, соответствующие утверждённому образцу. Для пуговиц перламутровых допускался лёгкий отлив; в пуговицах из стекла допускалась одна мошка размером до 0,5 мм. Не допускалось наличие пузырчатости, сколов, выщербин, слоистости, короблений, раковин, неровностей, трещин, царапин, пористости, рифлёности, рисок, вздутий, бугорков, матовых и других пятен, инородных включений, следов полировочной пасты, загрязнений, заусенцев, крупинок, ямок и острых кромок.
Ободок — одинаковой ширины и высоты по всей окружности. Фигурные ободки должны были иметь чёткий рельеф. Не допускались сколы и заусенцы.
Глазки отверстия могли быть со шлицей или без шлицы. Размещались симметрично в центре. В двухдырочных пуговицах отверстия должны были быть расположены на одном диаметре с одинаковым расстоянием от краёв. В четырёхдырочных пуговицах отверстия должны располагаться правильным квадратом по отношению к центру. Отверстия должны быть цилиндрической формы, стенки глазков — гладкими и чистыми. Отверстия роговых пуговиц из полиметилметакрилата (органического стекла), галалита, аминопласта, фенопласта должны иметь раззенковки. Не допускалось на стенках наличие сколов, заусенцев, режущих краёв, перекосов.
Края — ровные по толщине, гладкие. В пуговицах из галалита и эмульсионного порошка края заовалены, места облоя и следы литников зачищены и зашлифованы. Не допускалось наличие сколов и острых, режущи кромок.
Тыльная сторона — ровная, гладкая. Могла иметь блестящую или матовую поверхность. Не допускалось наличие пятен.
Окраска — полнотонная, без пятен, ряби, мутности, соответствующая утверждённому образцу.
Требования к пуговицам 2-го сорта различались в зависимости от материала, из которого изготовлена пуговица.
Правила приёмки и методы испытанния.
Контрольной проверке должно было быть подвергнуто не менее 3% от предъявленного к приёмке количества пуговиц. Проба отбиралась из разных мест предъявленной партии. Осмотр производился невооруженным глазом. Проверка размеров — универсальным измерительным инструментом. Пуговицы брючные металлические, кроме того, подвергались испытанию на коррозию и прочность окраски, для чего отбиралось от партии 2% образцов, но не менее 30 штук. Если из отобранных образцов оказывалось более 3%, не удовлетворяющих стандарту, то отбирали удвоенное против прежнего количество образцов. Испытание на коррозию производили в коррозийной камере с 96% влажности при температуре 12—26° в течение 24 часов. За время испытания образцы не должны были покрываться ржавчиной. Если при проверке оказывались пуговицы, не соответствующие требованиям ТУ, производилась вторичная проверка двойного количества. В случая неудовлетворительных результатов вторичной проверки вся партия браковалась.
Упаковка, маркировка, хранение и транспортирование.
Пуговицы одного фасона, размера, толщины, цвета, оттенка, наименования нашивались на художественно оформленные фирменные карты из картона или плотной бумаги. В зависимости от размеров пуговиц на каждой карте размещалось от 5 до 20 штук.
Ушковые пуговицы нашивались на карты с пробитыми отверстиями для вставки в них ушка.
Пуговицы из ракушки, подобранные по оттенкам и блеску, а также костяные и полотняные нашивались на карты в зависимости от размеров от 10 до 40 штук на каждую, нашивались на карты также специально подобранными гарнитурами, т. е. определённое количество пуговиц для застёжки пальто или костюма и соответствующее количество для рукавов.
На каждой карте проставлялся штамп ОТК с указанием сорта и других сведений, а также указывался материал, из которого была изготовлена пуговица, артикул, фасон, размер. Кроме, того, на картах пуговиц, сделанных из материала с низкой теплостойкостью, указывалось: «При стирке отпарывать».
Карты с нашитыми пуговицами укладывались в картонные коробки, по 10 карт в каждую. Обтяжные деревянные пуговицы укладывались в коробки по 50—100 штук в каждую. Металлические брючные пуговицы одного размера и одинаковой отделки упаковывались насыпью в картонные коробки в количестве: для торгующих организаций - по 200, 300 и 500 штукв коробку; для швейной промышленности - по 500, 1000, 2000 и 3000 штук в коробку. Коробки оклеивались бандеролью и фирменной этикеткой.
Пуговицы металлические хранились в сухом помещении; не допусклось одновременное хранение с веществами, вредно воздействующими на мелалл и лак.
Условия хранения других видов пуговиц как у галантерейных товаров.
Галантерейные товары (Галантерея)
Пластические массы (пластмассы)
