
Галантерея металлическая
Галантерея металлическая (металлогалантерея) — галантерейные товары, для выработки которых основным сырьём служат различные металлы.
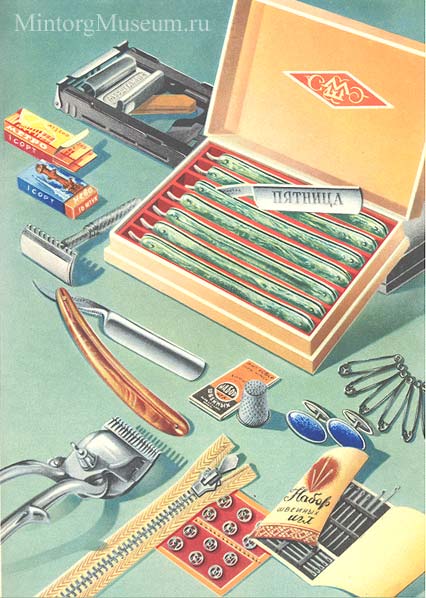
Галантерея металлическая подразделяется на семь товарных подгрупп: предметы украшения; принадлежности для туалета; принадлежности для шитья и рукоделия; принадлежности для бритья, стрижки и ухода за волосами; одежная фурнитура; предметы домашнего обихода икурительные принадлежности.
К предметам украшения, называемым ювелирной галантереей (см. Ювелирные изделия), относят кольца, серьги, бусы, броши, медальоны, кулоны, браслеты и другие товары, изготовленные из латуни и серебра;
к принадлежностям туалета — булавки безопасные, булавки обыкновенные, булавки для шляп, булавки со стеклянной головкой, зажимы и заколки для волос, зажимы для галстуков, запонки манжетные, запонки для воротничков, заколки для шляп, блёстки, пульверизаторы, пудреницы, шпильки для волос, щипцы маникюрные, ножницы маникюрные, ногтечистки;
к принадлежностям для шитья и рукоделия — ножницы швейные, иглы швейные ручные, иглы швейные машинные, крючки для вязания или тамбурные, спицы для вязания, напёрстки, грибок для штопки;
к принадлежностям для бритья, стрижки и ухода за волосами — бритвы, машинки для стрижки волос, машинки для точки лезвий, щипцы для завивки волос, бигуди;
к одёжной фурнитуре — застёжки молния, кнопки платьевые, крючки платьевые, крючки брючные, пряжки брючные и жилетные;
к предметам домашнего обихода — футляры для иголок, машинки для правки перчаток, фурнитура для портфелей и чемоданов;
к курительным принадлежностям — портсигары, порттабаки, сигаретницы, машинки для набивки папирос, спичечницы.
Для производства предметов металлогалантереи в СССР применяли металлы чёрные (стали углеродистые и легированные, чугун ковкий) и цветные (медь, цинк, алюминий) и сплавы на их основе. Серебро находит применение как для изготовления основы изделия, так и в декоративном покрытии изделий, выработанных из других металлов; как декоративное и антикоррозийное покрытие более широкое распространение получили никель, хром и золото. Ювелирная галантерея вырабатывается в основном из латуни (сплав меди с цинком) и серебра; металлические аппараты для безопасных бритв — из латуни и сплавов на цинковой или алюминиевой основе; ручки к машинкам для стрижки волос — из сплава на цинковой основе или из ковкого чугуна; клинки парикмахерских бритв и лезвия для безопасных бритв — из легированной хромистой стали; иглы швейные, спицы, крючки для вязания — из высокоуглеродистой стальной проволоки; булавки безопасные — из среднеуглеродистой стальной проволоки; крючки и пряжки платьевые — из среднеуглеродистой стальной проволоки или ленты холодного проката; механические застёжки молния — из стальной или латунной ленты. Отдельные предметы металлогалантереи украшаются полудрагоценными и поделочными камнями, пластическими массами, ювелирной эмалью, гранёными и штампованными вставками из бесцветного и окрашенного в разные цвета стекла, поделочной костью, перламутром и т. д. Для антикоррозийного покрытия, помимо цветных металлов, применяют иногда различные лаки и краски.
Металлогалантерея вырабатывалась разнообразными производственными операциями. Условно можно эти операции объединить в пять групп: 1 — формование; 2 — обработка изделий; 3 — соединение (скрепление) деталей; 4 — нанесение защитных и декоративных покрытий и 5 — отделка. Формование может быть произведено литьём или давлением (прокатка, штамповка); обработка — снятием стружки (опиливание, фрезерование, полирование), обжигом, закалкой, цементацией и нитрированием; скрепление деталей — сваркой, пайкой, штифтами, кольцами, цепочными звеньями, стойками; нанесение защитного и декоративного покрытия — погружением изделия или детали в сосуд с расплавленным покровным материалом, гальваническим способом, а также плакированием (получение биметалла) и пульверизацией; отделка — чернью, ювелирной эмалью, гравировкой.
Предметы металлической галантереи должны иметь правильную форму, удобную конструкцию, красивый внешний вид, быть без механических повреждений (рисок, царапин, вмятин и следов коррозии). Изделия ювелирной галантереи не должны иметь острых и гофрированных участков; рисунки должны быть рельефными; замки — исправно работающими; монтировка (скрепление деталей) — прочной; декоративное покрытие — ровным, однотонным, без пятен; камни и вставки — правильной формы, без пузырьков, трещин и посторонних включений и прочно закреплёнными. Бритвы и машинки для стрижки волос должны обладать хорошими режущими свойствами, удобной формой и быть аккуратно собраны. Иглы должны быть прямыми, с гладкой хорошо полированной поверхностью, без следов ржавления; ушко — продолговатой формы, расположенным в центре головки, чистым, без острых краёв; конец иглы — хорошо заточенным. Предметы одёжной фурнитуры должны иметь удобную форму, прочное антикоррозийное покрытие и правильные размеры.
Товары металлогалантереи советского периода выпускались в основном одного сорта; лишь отдельные предметы (крючки для вязания, приборы для бритья) — двух сортов (1-го и 2-го). Единых норм для отбора образцов при приёмке металлогалантереи не было. Они определялись ГОСТ, ТУ, согласно которым процент обязательного просмотра колебался от 0,1 (для игл швейных ручных) до 100 (для ювелирной галантереи). Отбор образцов производился от каждой партии (одного вида, артикула, размера изделий), поступившей по одному сопроводительному документу поставщика (накладной, фактуре, счёту). При обнаружении в отобранных образцах отступлений от требований стандартов или ТУ производилась вторичная проверка удвоенного количества образцов, после чего результат проверки распространялся на всю партию товара. Отдельные способы проверки качества металлической галантереи зависили от характерных особенностей предмета. Так, бритвы парикмахерские подвергались внешнему осмотру, проверке размеров, чистоты поверхности клинка, микроструктуры металла, угла заточки и толщины режущей кромки; иглы швейные — обмеру, внешнему осмотру, проверке твёрдости и микроструктуры металла, радиуса притупления конца иглы, упругости, чистоты поверхности, совпадения средней линии ушка с осью иглы и степени нрямизны её; у изделий, имеющих защитное или декоративное покрытие, помимо общей проверки качества, производилось испытание прочности и толщины слоя металлической пленки.
Металлогалантерея маркировалась разными способами, в зависимости от размера предмета и вида металла, из которого предмет был изготовлен. Например, у бритвы клинковой на хвостике клинка был показан товарный знак предприятия и год выпуска, на футляре — товарный знак, наименование бритвы и номер ГОСТ, на коробке — наименование предприятия и бритвы, количество бритв, находящихся в коробке, номер ОТК, дата выпуска и номер ГОСТ; у машинки для стрижки волос на подвижной ручке — товарный знак, на нижней поверхности неподвижной гребёнки — номер машинки, на коробке — наименование министерства (ведомства), предприятия, номер машинки и дата выпуска; на конвертике или папке (книжке) с иголками — наименование предприятия и министерства, адрес предприятия, наименование и номер игл, количество игл в конвертике или папке, дата выпуска, номер ГОСТ и упаковщика; ювелирная галантерея маркировалась прикреплением к каждому предмету этикетки, на которой указывался товарный знак, артикул изделия, вид металла, название камней и вес камней. Помимо этого, на изделиях из серебра выбивается именник, состоящий обычно из начальных букв наименования предприятия и года изготовления изделия. Возле именника помещался оттиск инспекции пробирного надзора, который показывал пробу сплава, т. е. наличие в сплаве тысячных долей чистого серебра.
Фабричная упаковка металлической галантереи должна была обеспечить сохранность её товарного вида и защиту изделий от коррозии. Изделия, не имеющие антикоррозийного покрытия, обычно до упаковки покрывались нейтральной жировой смазкой и завёртывались в парафинированную или пропитанную полиэтаноламином бумагу. В зависимости от стоимости и свойства товара предметы металлогалантереи в основном упаковывались в картонные коробки по одной или нескольку штук. Так, многие изделия ювелирной галантереи укладывались по одной штуке в футляр, оклеенный ледерином; бритвы клинковые с рисунком на полотне и неразвинчивающиеся аппараты для безопасных бритв — в футляры, имеющие внутреннюю оклейку из шёлка или бархата; аппараты для безопасных бритв «Алмаз» — в футляры из органического стекла и т. д.
При транспортировании коробки и ящики с металлогалантереей должны были быть предохранены от влаги (см. Галантерейные товары).
Металлогалантерея вырабатывалась в основном предприятиями местной и кооперативной промышленности. Предприятия Министерства местной промышленности РСФСР в Москве и Ленинграде производили лезвия для безопасных бритв и механические застёжки молния; в Москве, Ленинграде, Молотове, Казани — аппараты для безопасных бритв; Москве и Горьком — машинки для стрижки волос; Москве и Горьковской области — бритвы клинковые (парикмахерские); в Москве, Ленинграде и на Урале — ювелирную галантерею; в Московской области — иглы швейные ручные, спицы, крючки для вязания. Предприятия Министерства местной промышленности УССР производили в Одессе иглы швейные разные, булавки обыкновенные. Наиболее крупные предприятия промкооперации, вырабатывающие ювелирную галантерею, были расположены в Костромской области (Красносельский куст), в Москве («Московский ювелир»), Ленинграде («Ленэмальер»), Ивановской области («Красная Пресня»), Вологодской области («Северная чернь»); производящие шпильки головные, кнопки платьевые, запонки, булавки безопасные, напёрстки — в Ленинграде, Москве и Московской области; крючки и пряжки платьевые — в Свердловской области.